Abstract
The final disposal of tailings in the form of paste is a technological alternative. The objective of the present study is to obtain knowledge and compare different operational conditions that are favorable to the production of paste with the fine tailings generated after final desliming stage, obtained from the processing of metallic and non-metallic ores. The sample tailings, despite having a specific weight and similar granulometry, presented different behaviors related to the formation of paste. The minerals calcite and dolomite were predominant in the phosphate tailings while in the manganese tailings, there were pyrolusite and kaolinite. The used column thickener with the best operational conditions found to obtain a maximum concentration of solids after 3 hours of continuous thickening: 55% (manganese tailing) and 70% (phosphate tailing), with values of yield stress around 100 Pa and 300 Pa respectively. This indicates that the pumping conditions are not the same. According to the slump and flume tests, it was possible to preliminary estimate the reduction of the disposal area and the recovery of process water considering the case of a final disposal paste.
keywords: tailings; thickener; paste; dams; water
keywords: tailings; thickener; paste; dams; water
1. Introduction
Mining activities have been generating considerable amounts of non-reusable tailings. The disposal of tailings in dams presents operational, social and environmental risks. The management of tailings introduces significant technical challenges for industries, such as mining (Wang et al., 2014; Derakhshandeh, 2016), where, the tailings disposal technology is facing challenges and opportunities simultaneously and can still be improved. The dewatering operations are essential in tailings disposal and very important for the effective reduction of final processing, transport and disposal costs (Wei et al., 2018). The disposal of mineral tailings in the form of mineral paste is an alternative technology that may allow better utilization of the disposal areas, provision of greater stability of disposal, greater reuse of process water, operational optimization and other beneficial factors (Olcay et al., 2019). The use of thickeners and filters to produce high-density slurry, mineral paste or cake is already practiced in some countries. The paste disposal is not a practice in Brazil due to intense rains. In some cases, practice is to use filtration and dispose the cake jointly with mine overburden in specific areas. Higher density underflow reduces water losses or water usage in many instances, but this must be tempered with consideration to the underflow rheology (Summerhaysa & Gaspar, 2016). Although coarse particles settle quickly, the fines may form a stable colloidal system, and do not easily segregate from water by gravity alone. Instead, the fine particles remain as a gel-like suspension with approximately 30% solids in mass called Fluid Fine Tailings (FFT) (Masliyah et al., 2011).
Floc strength is a particularly important operational parameter in solid/liquid separation techniques for the efficient removal of aggregated particles. Smaller particles will generally settle more slowly than larger particles of similar density (MacIver & Marek, 2017). The resultant aggregation also affects the thickener underflow solid fraction and rheology. Underflow performance is increasingly targeted in modern thickeners that can deal with beds at higher yield stresses (Benn et al., 2018). Flocculation in pipe flow offers the advantages of relatively homogeneous turbulence, a mean shear rate that is readily estimated and excellent control of the reaction time under the applied shear. (Carissimi et al., 2007). Yield stress, which is defined as the minimum stress that must be applied to induce flow, is a key design parameter in the industrial application of surface disposal of thickened tailings. The yield stress of tailings increases exponentially with increasing solid concentration, so a small change in concentration can result in a large change in the yield stress; consequently, control of material consistency in waste disposal operations is critical (Gao & Fourie, 2015). Rheometers are increasingly adopted to determine the yield stress of different mineral samplings. Studies have found a relationship of yield stress with the solid’s concentration in tailings (Boger, 2013), where there are two methods commonly applied using such instruments to measure yield stress. The first is by ramping the shear rate generated by the rheometer and recording the resultant shear stress, or vice versa by using rheological models such as the Bingham, Herschel-Bulkley or Casson models (Sueng, 2013; Tan et al., 2017).
The traditional slump test is still an easy and simple method to study the workability of concretes, slurries and pastes. It has long been widely used in fields, such as mining and construction because of its simplicity, applicability and very low cost, despite the known limitations of repeatability and precision associated with the standard forms of this test (Khayat et al.,2012). In a flume test, the tailings are usually discharged into the flume in a controlled fashion. The tailings flow stops when the energy loss due to the frictional resistance between the flow and boundaries plus the cohesion resistance within the flow reduces the flow momentum to zero (Guang & Anstey, 2015).
The main aims of the present study focus on knowing different operational conditions that are favorable to the production of paste, using laboratory scale column thickener with tailings obtained from the processing of metallic and non-metallic ores, considering the case of a possible final disposal in the tailings for management.
2. Methodology
2.1 Mineral samples
The samples used represent tailings obtained directly from the mineral processing of phosphate and manganese of Brazilian plants, generated after the final desliming stage with slurries around 10% and 15% (M/M), respectively. Table 1 presents the different techniques and equipment used to determine the physical and chemical characterization of the samples.
2.2 Flocculant selection and compression time
Several flocculants (cationic, anionic and non-ionic) were tested. These reagents were prepared at a concentration of 0.1% M/V. The selection tests were performed in a graduated cylinder of 1 L at 10% (M/M) for the phosphate tailings sample and at 15% (M/M) for manganese tailings, which represent typical values of an industrial processing plant (overflow hydrocyclone and spiral classifier, respectively). The flocculants that presented the best performance were selected for subsequent tests using the laboratory thickener. Discontinuous settling tests were performed utilizing a 2L graduated cylinder for preliminary determination of the minimum time required for slurry compression.
2.3 Laboratory column thickener and flocs generator reactor system
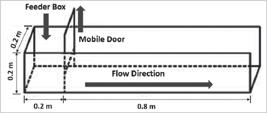
The laboratory column thickener was manufactured with acrylic modules of cylindrical shape, each module having a height of 0.6 m with 0.1 m of internal diameter and can reach a maximum height of 1.8 m and 10 L of total volume. The equipment has a nozzle series of 0.01 m of internal diameter spaced at 0.09 m that allows feeding, recirculation, or sampling. The underflow discharge is carried out at the bottom of the equipment through a cone with an angle of 45°. The overflow comes out at the top through a nozzle of 0.05 m of internal diameter. The thickener continuous operation system consists mainly of a tank with agitator, peristaltic pumps and floc generator reactor. The floc generator reactor (FGR) consists of a helical mixer installed before feeding to the thickener to improve particle aggregation and solid-liquid separation. The FGR was manufactured with a transparent polyurethane tube with an internal diameter of 0.0127 m wrapped on the outside of a fixed column of polyvinyl chloride with an internal radius of 0.1 m and total length of 1.2 m. Figure 1 shows an overview of the equipment and floc generator utilized.

Overview of the equipment (Olcay et al., 2019) and floc generator utilized (Carissimi et al., 2007).
2.4 Paste column thickener tests
These tests aimed to obtain the maximum percentage of solids of the underflow considering: total time of continuous operation, dosage of the selected flocculant, use of floc generator reactor, recirculation of the flocculated slurry at different points of the equipment and residence times determined in the settling tests. The profile of solid concentration along the settled layer was determined by using the lateral nozzles. The turbidity and pH measurements of the overflow were performed using turbidimeter (Digimed DM-TU) and pH meter (Orion Star A211).
2.5 Yield stress measurements
The Haake digital rheometer (model VT-550), had a four-blade vane-in-cup geometry. The Bingham model was used to determine the yield stress of the samples. The testing time was approximately 300 s. The turning force was increased to reach the maximum value and then decreased gradually until reading stopped. The maximum value was used to obtain yield stress.
2.6 Consistency measurements
The slump tests were performed based on Brazilian standard procedure (NBR NM67, 1998), that consists of a mold of a given cylindrical or cone shape, where it is filled with the sample to be tested. According to this normative, the complete operation, from the beginning of the filling until the removal of the mold, should be done without interruptions and completed within 150 s. The sample flows after the mold is lifted, and then stops when shear stress due to flow under gravity decreases to the value of the yield stress of the flowing sample. The percentage of slump was calculated by Equation 1, where, H is the height cylinder utilized and S is height of sample tested. The dimensions of PVC cylinder were 0.1 m height, 0.1 m diameter and volume approximately 0.8 L.
2.7 Preliminary assessment angle of repose
The flume tests were carried out using an apparatus slopes of 1%, 2%, and 3% (Figure 2), The angle of repose assessment was obtained by using Equation 2, where, h1: initial height of the sample in the apparatus, h2: final height of the sample in the apparatus and L: advance of the sample in the apparatus.
3. Results and discussions
3.1 Mineral sample characteristics
The specific weight values obtained by gas pycnometry are shown in the Table 2. The specific weight obtained by gas pycnometry was considered for further calculations.
Figure 3 shows the particle size distribution of the tailing samples obtained by laser diffraction. It is observed that both samples have a top size around of 35 µm. The value of the average size (d50) are approximately 4.76 µm and 6.23 µm for the phosphatic and manganese tailings, respectively. It is also observed that the percentage of material less than 20 µm is high: 94% for phosphate tailings, and 85% for the manganese tailings. The presence of fine fraction (material passing 20 µm) is important considering the formation of mineral paste (Desriviers et al., 2019).
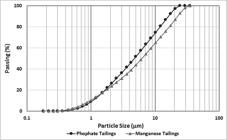
Table 3 shows the chemical composition of the tailings samples obtained by X-ray fluorescence. The results obtained for phosphate tailings indicated: the predominance of Ca, Mg, Si, P and Fe, and small quantities of Al, K, S and Ti. The loss on ignition (LOI) was of 38%, mainly due to the presence of carbonates. In the case of the manganese tailings sample, the results indicated the predominance of Mn, Si, Al and Fe, and small quantities of K, Na and Ca.
The X-ray diffraction analysis, using the Rietveld method, indicated that the main mineralogical phases in the phosphate tailing were: CaCO3 (calcite) and CaMg(CO3)2 (dolomite); the presence of K2O·6MgO·Al2O3·6SiO2·2H2O (phlogopite) and Fe3O4 (magnetite) was also detected. On the other hand, MnO2 (pyrolusite) and Al2·Si2O5·(OH)4 (kaolinite) were the main identified mineralogical phases for the manganese tailings. The mineralogical composition is also an important factor that has an influence on the rheology of the slurries and pastes. The Table 4 shows the specific surface area of the tailings samples determined by the BET and Blaine techniques. A significant difference between the values obtained by the methods was observed, as expected. However, the adsorption isotherm obtained by the BET method was type III for both samples, and it is not suitable for this assessment. Considering the results of the Blaine method, it can be observed that the phosphate tailings has a 9% greater specific surface area than manganese tailings.
3.2 Settling test
Figure 4 shows the settling curves obtained for phosphate and manganese tailings with no addition of flocculants. The compression time obtained for the phosphate tailing was reached in values greater than 7000 s with a settling rate of 0.0119 cm/s. In the case of manganese tailings, the compression point was reached in values greater than 4000 s with a settling rate of 0.0167 cm/s. It can be noted that the values obtained for the settling rate are similar, however, the time required to reach the compression point is very different. This behavior can be explained considering the differences between the size distribution of samples, slurry percentage of solids in settling tests and mineralogical composition of the tailings (Pinto et al., 2009; Desriviers et al., 2019,).

3.3 Selection and dosage level of flocculants
Table 5 shows the best results obtained from each type of flocculant added to the tailings at a dosage of 50 g/t.
Based on the results shown in Table 5, the flocculants selected were: cationic type for the phosphate tailings, and non-ionic type for the manganese tailings. Figure 5 shows the settling rates obtained at various dosages of these selected flocculants. It can be noted that for the manganese tailings, the highest value of settling rate was obtained in the range between 50 g/t and 60 g/t. It can be also observed that for phosphate tailings, the highest values of settling rate were reached from 80 g/t to 100 g/t. In this case, a decrease of settling rate was not observed when compared to the manganese tailings. The addition of flocculants provided an increase in the values of the settling rate: around 70 times for phosphate tailings and 24 times for manganese tailings.

Settling rates as a function of dosage of cationic flocculant (phosphate tailings) and non-ionic flocculant (manganese tailings).
3.4 Paste thickener test with recirculation
Table 6 shows the best results obtained in the underflow from recirculation tests of the tailings with addition of 80 g/t of cationic flocculant for phosphate tailings and 50 g/t of non-ionic flocculant for manganese tailings with residence time in the thickener of 15 min. It should be noted that the thickening tests were carried out in triplicate and the results presented a deviation less than 5%.
Best percentage of solids (in mass) obtained for different combinations of feeding and recirculation through the thickener nozzles.
It was observed from Table 6 that the best operational conditions were: from nozzle 4 to nozzle 1 for the manganese tailings (53.7% of solids in mass) and from nozzle 3 to nozzle 2 for phosphate tailings (57.9% of solids in mass). It was evidenced that the recirculation of the tailings affects the final concentration of solids in the underflow of the thickener.
3.5 Paste column thickener tests: concentration profile
Figure 6 shows the results of the solid concentration profile when Floc Generator Reactor (FGR) was utilized and not utilized (static mixer), in presence of same flocculants at dosages indicated in the test with recirculation.

It can be noted from Figure 6 that there is a gradual increase in solid concentration along the height of the thickener for phosphate and manganese tailings, as expected. The use of FGR had a positive influence on the increase in the percentage of solids for all conditions tested. This behavior can be explained by the formation of denser flocs that allow greater compaction of the material. It can be also observed that there seems to have a transition region in the solid concentration profile curve where the concentration of solids remains almost constant for both tailings. This behavior can be due to formation of the flocs network being more homogenous, stable and dense.
3.6 Continuous thickening tests
The percentage of solids obtained in the underflow as function of operating time under the best conditions for: flocculant dosage, use of FGR system, and recirculation of slurry, are shown in Figure 7.
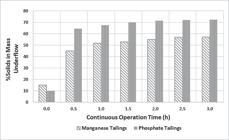
According to Figure 7, the maximum concentration of solids in the underflow was reached after 3 hours of continuous operation for phosphate tailings (~ 70%) and for manganese tailings (~55%). The values of turbidity and pH of overflow obtained during continuous thickening for the phosphate tailings (a) and manganese tailings (b) are shown in Figure 8.

Turbidity and pH of overflow as function of continuous operation time for phosphate tailings (a) and manganese tailings (b).
According to Figure 8, the maximum values reached for turbidity were below 100 NTU, which would make water reuse possible. The highest turbidity in the manganese tailings may be due to the higher surface charge of the particles.
3.7 Yield stress measurements
Figure 9-a shows the values of the yield stress obtained by the Bingham model as a function of percentage of solids for a range of concentrations produced in the equipment. The Figure 9-b presents the yield stress as a function of layer thickness, measured after 3 hours of continuous operation.

(a) Yield stress in function of concentration on solids in mass and (b) yield stress in function of bed height (measured after 3 hours of continuous operation).
It was observed that the paste consistency is reached at around 70% of solids in mass for phosphate tailings and around 55% for manganese tailings. Both curves presented in Figure 9-a can be adjusted to Equation 3, where, T is yield stress, S is percentage of solids in mass, A and B are coefficients to be fitted to the yield stress data.
3.8 Slump and flume tests
The Figure 10-a and 10-b shows the slump and flume tests carried out for the manganese and phosphate tailings.

In Figure 10(a), it was possible to verify that the behavior was similar for phosphate and manganese tailings, although in different solid concentration ranges. On the other hand, considering 30% slump, for example, the values of yield stress obtained for manganese tailings and phosphate tailings, were 100 Pa and 300 Pa, respectively. It indicates that the pumping conditions are not the same. Manganese tailings would probably be transported by a centrifugal pump and phosphate tailings by a positive displacement pump. In Figure 10(b), the best values for the angle of repose were obtained for concentrations around of 54% for manganese tailings and 74% for phosphate tailings at 0% slope. Considering, for example, conventional disposal and the paste disposal in a conical form, in the same area, the manganese tailings could occupy a volume approximately 9 times higher, while the phosphate tailings, 17 times higher. Considering the amount of water available for recirculation to the process, for example, 100 m3/h of treated tailings by paste thickener (8000 operating hours per year), it is estimated a water recovery of around 640000 m3 for manganese tailings and 735000 m3 for phosphate tailings that is, a reuse of water from the thickener for one direct recirculation to the process above 80%.
4. Conclusions
The samples of tailings under investigation have similar specific weights. The minerals calcite and dolomite were predominant in the phosphate tailings, while in the manganese tailings were pyrolusite and kaolinite. The phosphate tailings presented a finer granulometry than the manganese tailings. The manganese tailings presented paste characteristics in lower percentage values of solids. The phosphate tailings presented paste characteristics in higher percentages of solids than in comparison with manganese tailings. It was evidenced that a good selection of flocculant, the use of FGR, and slurry recirculation were favorable factors to improve thickening. The best results of continuous operation of the laboratory thickener were obtained after 3 hours, producing pastes that presented yield stress around 100 Pa (manganese tailings) and 300 Pa (phosphate tailings). According to the slump and flume tests, it was possible to preliminarily estimate the reduction of the disposal area and the recovery of process water, and consequently to offer other alternatives to improve the social, environmental, and safety conditions.
References
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR NM 67: Concreto - Ensaios de abatimento para determinação da consistência. Rio de Janeiro: ABNT, 1998.
- BENN, F. A.; FAWELL, P. D.; HALEWOOD, J.; AUSTIN, P. J.; COSTINE, A. D.; JONES, W. G.; FRANCIS, N. S.; DRUETT, D. C.; LESTER, D. Sedimentation and consolidation of different density aggregates formed by polymer-bridging flocculation. Chemical Engineering Science, v. 184, p. 111-125, 2018.
- BOGER, D. V. Rheology of slurries and environmental impacts in the mining industry. Annual Review of Chemical and Biomolecular Engineering,v. 4, p. 239-257, 2013.
- CARISSIMI, E.; MILLER, J. D.; RUBIO, J. Characterization of the high kinetic energy dissipation of the Flocs Generator Reactor (FGR). Mineral Processing, v. 85, p. 41-49, 2007.
- DERAKHSHANDEH, B. Kaolinite suspension as a model fluid for fluid dynamics studies of fluid fine tailings. Rheologica Acta, v. 55, n. 9, p. 749-758, 2016.
- DESRIVIERS, P.; QUINTERO, A.; PRIMEAU, P. Effects of mineralogical composition and particle size distribution on the rheology of gold and copper tailings. In: INTERNATIONAL CONFERENCE ON PASTE, THICKENED AND FILTERED TAILINGS, 22nd, 2019, Cape Town, South Africa. Proceedings […]. Crawley, Western Australia: ACG, 2019. p. 505-514.
- GAO, J.; FOURIE, A. Using the flume test for yield stress measurement of thickened tailings. Minerals Engineering,v. 81, p. 116-127, 2015.
- GUANG, R.; ANSTEY, D. Application of flume testing to field-scale beach slope prediction. In: TAILINGS AND MINE WASTE CONFERENCE, 2015, Vancouver, Canada. Proceedings […] . [S. l.: S. n.], 2015.
- KHAYAT, K. H.; OMRAN, A. F.; NAJI, S.; BILLBERG, P.; YAHIA, A. Field-oriented test methods to evaluate structural build-up at rest of flowable mortar and concrete. Material and Structures,v.45, p. 1547-1564, 2012.
- MASLIYAH, J.; CZARNECKI, J.; XU, Z. Handbook on theory and practice of bitumen recovery from Athabasca oil sands: v.1 - theoretical basis. Alberta, Canada: Kingsley Knowledge Publishing, 2011.
- MACIVER, M. R.; MAREK, P. Measurement of optical backscattering height scans from flocculated mineral sediments. Colloids and Surfaces A: physicochemical and engineering aspects, v. 514, p.38-46, 2017.
- OLCAY, R. H.; HERNÁNDEZ, C. A.; VALADÃO, G. E. S. Slurry dewatering for the disposal in tailings dams. In: INTERNATIONAL SEMINAR ON TAILINGS MANAGEMENT, THICKENED AND PASTE TAILINGS, 6th, 2019, Santiago, Chile. Proceedings […] . Santiago, Chile: [S. n.], 2019. p. 98-105.
- PINTO, T. C. S.; LIMA, J. R. B.; MORAES, D. J.; LEAL FILHO, L. S. Dimensioning of thickeners: experimental validation of three conventional techniques. REM - Revista Escola de Minas, v. 62, n.2, p. 243-249, 2009.
- SUENG, W. J. Determining the viscosity and yield surface of marine sediments using modified Bingham models. Geosciences Journal,v.17, p. 241-247, 2013.
- SUMMERHAYSA, R.; GASPAR, A. Thickening, filtration and clarification in the phosphoric acid industry. Procedia Engineering, v. 138, p. 164-173, 2016.
- TAN, Z.; BERNAL, S. A.; PROVIS, J. L. Reproducible mini-slump test procedure for measuring the yield stress of cementitious pastes. Materials and Structures, v. 50, n. 6, 235, 2017.
- WANG, C.; HARBOTTLE, D.; LIU, Q.; XU, Z. Current state of fine mineral tailings treatment: a critical review on theory and practice. Minerals Engineering, v. 58, p. 113-131, 2014.
- WEI, H.; GAO, B.; REN, J.; LI, A.; YANG H. Coagulation/Flocculation in dewatering of sludge: a Review. Water Research, v. 143, p. 608-631, 2018.
Publication Dates
-
Publication in this collection
13 Jan 2021 -
Date of issue
Jan-Mar 2021
History
-
Received
23 June 2020 -
Accepted
14 Sept 2020










